
3D skrivare med hög upplösning förändrar framtagandet av medicinsk utrustning.
Novartis gör en plan för att hitta den rätta 3D skrivaren och finner att EnvisionTEC når upp till de högt ställda kraven.
Med sinne för detaljer
 Maskiner för snabb prototypframställing har de senaste åren blivit väldigt mycket bättre. Precisionen är hög, materialen pålitliga och hastigheten har ökat. Väldigt små detaljer kan nu återges på ett korrekt sätt. Några av de här systemen kan nu producera detaljer i plast av medicinsk kvalitet, inklusive grad VI, dvs lämpliga för implantat. I en nyligen gjord studie skulle ett team av medicinska tekniker utvärdera ett antal system och fann att alla hade sina respektive styrkor och fördelar. Specifika krav för detta projekt styrde undersökningen i en viss riktning. Andra krav kan göra att valet faller på en annan maskin i stället.
Maskiner för snabb prototypframställing har de senaste åren blivit väldigt mycket bättre. Precisionen är hög, materialen pålitliga och hastigheten har ökat. Väldigt små detaljer kan nu återges på ett korrekt sätt. Några av de här systemen kan nu producera detaljer i plast av medicinsk kvalitet, inklusive grad VI, dvs lämpliga för implantat. I en nyligen gjord studie skulle ett team av medicinska tekniker utvärdera ett antal system och fann att alla hade sina respektive styrkor och fördelar. Specifika krav för detta projekt styrde undersökningen i en viss riktning. Andra krav kan göra att valet faller på en annan maskin i stället.
Utvärderingen
Utvärderingen gjordes av ett stort läkemedelbolag av ett team medicinska tekniker specialicerade på utvecklingen av dry powder inhalors (DPI’s). DPIs har några unika behov som måste tillgodoses vid tillverkningen. En hög grad av noggrannhet och precision på ytorna/dimensionerna så att det torra pulveret finfördelas på ett konsekvent och förutsägbart sätt. Samtidigt skall den vara tålig mot att pulver hamnar på invändiga mekanismer. Vid tidigare genomförda utvecklingsprojekt har man provat at skriva ut delar med 3D-systems VIPER HD maskin, i SLA.
De här detaljerna uppvisade goda likheter med hur de senare gjutna detaljerna skulle se ut, men med en skikttjocklek på max 50 micrometer kunde den inte på ett pålitligt sätt producera de små detaljer eller den ytfinish som krävdes. Teamet fick ett nytt utvecklingsuppdrag med en mycket aggressiv tidsplan vilket ledde till att man fick ta ett helt nytt tag i utvärderingsprocessen för 3D utskrifter. Bitarna som skulle skrivas ut var små och hade intrikata detaljer. Det blev ej heller klart förrän sent i processen att en stor mängd av dem skulle skrivas ut. Tid fanns inte för att skriva ut själv på en egen maskin. I stället för de sedvanliga ledtiderna på 2-3 dagar skulle man nu behöva ha delarna klara över natten och i en del fall färdiga på ett par timmar, för att hinna med alla designförändringar som krävdes för att skapa en tålig och fungerande konstruktion.
System att utvärdera.
Teamet tittade på 6 stycken system som presenteras var för sig längre ner. Man läste broschyrer och kontaktade representanter för tillverkaren.
- 3D Systems ProJet HD3000.
- EnvisionTEC Perfactory Mini Multi Lens.
- Objet Alaris30.
- Objet Eden260V.
- Stratasys Dimension Elite.
- Stratasys Fortus 200mc.
ProJet HD3000
Använder en MultiJetModeling (MJM) som fungerar som en bläckstråleskrivare. Den sprutar ut material och i hålrummen lägger den support med vax som kan värmas bort efter utskrift. ytterligare rening kan göras med ultraljudsrengöring i majsolja. När utredningen gjordes fanns inga material tillgängliga i medicinsk kvalitet. Tack vare att den använder helt olika material för produktion och support så behövs ingen mekanisk bearbetning efter utskrift. SLA metoden tex bygger support av samma material som det producerade föremålet och detta måste tas bort rent mekaniskt. Det här ger väldigt bra resultat på nedåtriktade ytor och inga piggar måste slipas bort med risk för överslipning. maskinen skriver ut i 38x38x32 micrometer, vilket är utmärkt, men teamet hade reservationer mot att efterbearbetning kanske inte får bort all vax vilket kan ha negativa effekter på pulveret. För andra ändamål behöver detta inte ha någon betydelse. Mikroskopbilderna viasr att HD3000 har bra återgivning av detaljer och geometri men att den inte riktigt klarar de allra finaste detaljerna. Metoden visar på mycket god överensstämmelse med de ursprungliga CAD filerna från Pro/Engineer.
Perfactory Mini Multi Lens (MML)
Den här typen av skrivare fungerar ganska likt stereolitografi. En flytande fotopolymer härdas av en DLP projektor från Texas Instruments. Perfactory MML bygger sina delar upp och ner. Det betyder att den till skillnad från SLA inte behöver en full behållare att bygga i utan den bygger i tunna skikt. Detta leder till att den klarar av otroliga 16 micrometer voxlar (3-dimensionell pixel). Nackdelen är att man måste ta bort support i efterbehandlingen. EnvisionTEC har flera olika material att välja emellan med en rad olika egenskaper. Några av dem CE märkta och klass IIa biokompatibla enl ISO 10 993. Av alla studerade maskiner så har Perfactoryn den mest krävande efterbearbetningen, med flera olika steg som, rengöring, härdning, mekanisk bearbetning. En annan begränsning är att vid högsta upplösningen så är byggytan begränsad till 44 x 33 x 239 mm. För denna utvärdering ansågs det vara acceptabelt då delarna var väldigt små. För andra tillämpningar kan det vara lika med diskvalificering. På uppsidan finns utomordentlig kvalite på ickesupporterade ytor och en mängd material att välja emellan inklusive av medicinsk kvalitet och keramisk fyllda polymerer.
ObJet Alaris30 och Eden260V
ObJet använder PolyJet, också en bläckstråleliknande teknik, med oilka material för det producerade och support. Parallella huvuden skall ge ökad utskriftshastighet. Supportmaterialet tas bort med en högtrycks vattenstråle. Den här tekniken är tilltalande då den är enkel att använda ur ett efterbehandlingsperspektiv. Alarismaskinen är en ganska kompakt skrivbordsmodell. Objet har också några extra material till sin större Edenmaskin, några som är klass VI, extended-exposure medical devices. Och några som är elastomerer. Specifikationerna för båda maskinerna såg lovande ut och den enkla efterbearbetningen likaså. Men tyvärr så presterade de inte tillräckligt bra i de fina delatjerna som behövdes. Se rad 3 o 4 i tabellen ovan.
Stratasys Dimension Elite och Fortus 200mc
Stratasys gör maskiner som baserar sig på fused deposition modeling (FDM). Dvs extrudering av termoplast i strängar, ungefär som en limpistol. FDM skiljer sig från de andra metoderna genom att använda ”riktiga” materaial så som ABS eller polycarbonat. Det kan användas olika färger också. Fortusmaskinen kan skriva ut i flera olika material, inkl polycarbonat som klarar klass VI. Föremålen kan skapas snabbt men detaljåtergivningen begränsas av storleken på de spritsade trådarna. En lufttät behållare, ett krav från utvecklingsteamet, är per automatik väldigt svårt att uppnå. Gruppen tittade initialt på Dimension Elite, den bättre maskinen, men upptäckte ganska snart att den är mer gjord för att skriva ut stora saker. Tråden var helt enkelt för stor för att kunna göra de små detaljer som krävdes. Däremot så är den väl lämpad att skriva ut större detaljer snabbt som kan bearbetas för en jämn yta. Även Fortusmaskinen som var byggd för mindre föremål visade sig ha en lagertjocklek på byggnationen som var större än vad detaljerna var som den skulle skriva ut.

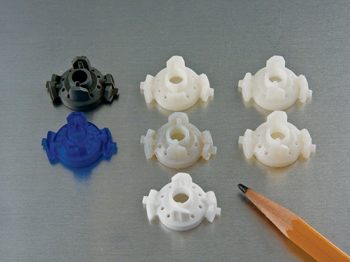
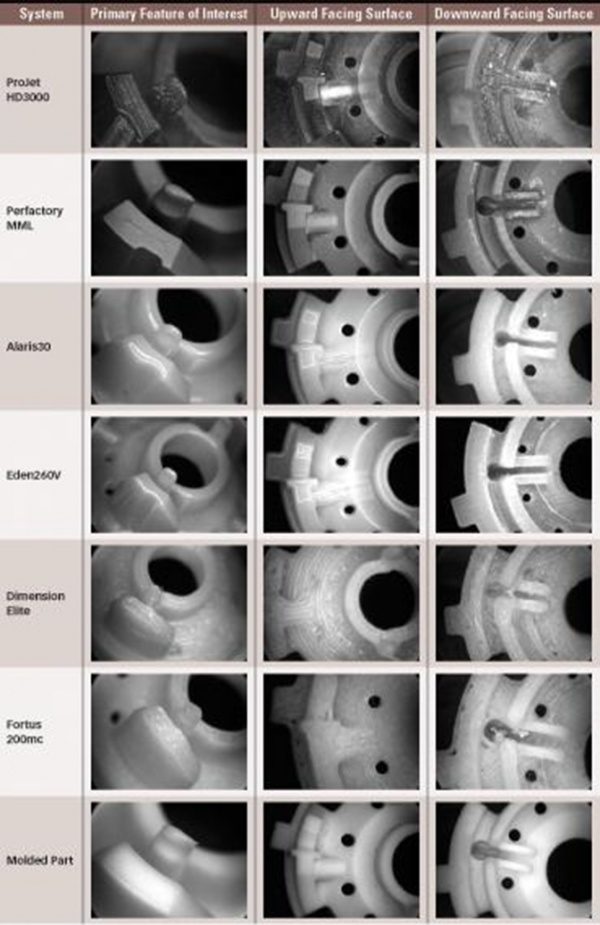
Testbitar
 En mycket viktig del i utvärderingsprocessen var att ställa de olika skrivarsystemen mot varandra. Man lät varje tillverkare skriva ut exakt samma testbit, exporterad som STL från samma CAD fil i Pro/Engineer med lägsta möjliga skikttjocklek. Man valde ut en särskilt krånglig detalj ur en tidigare produkt som man haft problem med. Det fanns ett skarpt tandliknade utskott och små hål i 1 mm storlek. Den här detaljen var redan i produktion så teamet kunde jämföra 3D utskrifterna med de gjutna detaljerna. Man fotograferade varje detalj i ungefär 50 X förstoring och siktade på 3 speciellt svåra ställen. Se resultat i Tabell 1, ovan. Varje bit skulle levereras med ev. supportmaterial intakt så att teamet kunde skapa sig en uppfattning om hur mycket jobb det var att rensa biten. Tidigare har man mest använt sig av printtjänster och därmed sluppit att befatta sig med rensning av supportmaterial, men om man skulle köpa en egen skrivare så skulle detta jobb plötsligt ingå i arbetet, varför det hade relevans för utredningen.
En mycket viktig del i utvärderingsprocessen var att ställa de olika skrivarsystemen mot varandra. Man lät varje tillverkare skriva ut exakt samma testbit, exporterad som STL från samma CAD fil i Pro/Engineer med lägsta möjliga skikttjocklek. Man valde ut en särskilt krånglig detalj ur en tidigare produkt som man haft problem med. Det fanns ett skarpt tandliknade utskott och små hål i 1 mm storlek. Den här detaljen var redan i produktion så teamet kunde jämföra 3D utskrifterna med de gjutna detaljerna. Man fotograferade varje detalj i ungefär 50 X förstoring och siktade på 3 speciellt svåra ställen. Se resultat i Tabell 1, ovan. Varje bit skulle levereras med ev. supportmaterial intakt så att teamet kunde skapa sig en uppfattning om hur mycket jobb det var att rensa biten. Tidigare har man mest använt sig av printtjänster och därmed sluppit att befatta sig med rensning av supportmaterial, men om man skulle köpa en egen skrivare så skulle detta jobb plötsligt ingå i arbetet, varför det hade relevans för utredningen.
Beslutsprocessen
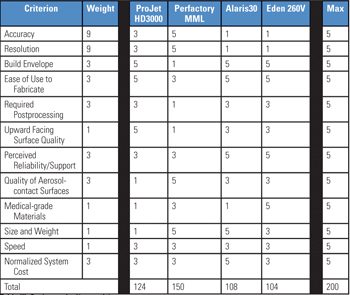
Utvärderingsprocessen av de olika systemen gav teamet en god inblick i de för och nackdelar som varje system hade och en matris skapades som skulle hjälpa till att fatta ett strukturerat beslut om vilken maskin man skulle köpa in. Information hämtades från tillverkarens representanter men man pratade även med fristående referenser. Provbitarna gav en verklig jämförelse mot en detalj som verkligen fångade svårigheterna i metoden. Det diskuterades först hur man skulle ”vikta” kriterierna. Baserat på egenskaperna hos stratasysmaskinerna pga av dess arbetssätt uteslöts de ur den slutgiltiga beslutsmatrisen. Genom att använda en metod som kallas Quality Function Deployment (QFD) så gav man de mest kritiska och viktiga kriterierna vikten 9. Andra viktiga men inte kritiska kriterier fick vikten 3 och till sist bidragande kriterier men ej viktiga fick vikten 1.
När vikterna väl var bestämda rankades varje maskin enligt respektive kriterium. Man dolde slutsumman tills hela utvärderingen var klar.
För den här utvärderingen fokuserade man mest på att hitta en maskin som kunde skapa provbitar snabbt så att det gick att studera de finare detaljerna och ytfinish. Mängden efterbearbetning spelade ingen större roll. Det här satte fokus på noggrannhet och upplösning vilket direkt pekade ut Perfactory MML som den mest lämpliga maskinen.
Slutsats
Teamets resa med att sätta upp och använda en Perfactory MML har varit lite skakig men nu fungerar det ganska smidigt. Efter 2 dagars träning hade de många anteckningar och tyckte sig ha en god inblick i hur man kör maskinen. Men de hade inte tillräckligt med erfarenhet om vilka faktorer som är viktiga vid driften och varför. Då man hade börjat med ett material som inte var optimalt för deras applikation, och tränat sig på detta, så blev det svårt att förstå vilka parametrar som skulle ändras när man började använda ett helt annat material. Efter flera försök har man nu en maskin som bygger de efterfrågade detaljerna. Dock, så tog det ett antal misslyckade körningar och flera samtal till EnvisionTEC support för att ställa in maskinen korrekt. Trots svårigheterna att komma igång, så står man fast vid att man fattade rätt beslut om vilken maskin man skulle köpa in. Skötseln av maskinen var aningen krångligare än man tänkt sig och det kan vara bättre att ha en liten grupp tekniker som sköter utskrifterna än att sprida ut arbetet på fler personer.
Flera olika system för snabb framtagning av prototyper finns på marknaden. Teamet kände att de fick en god förståelse för respektive maskins för och nackdelar via sitt strukturerade sätt att utvärdera dem.